Several steps in production in modern industry require clean and precise pre-treated materials. Examples of this are the surface condition of the embossing structure of printing rollers in the paper industry, and the degreasing and microstructuring of rotor shafts in electric mobility. The bonding of components to metal surfaces, requires the removal of the oxide layers in advance. Their surfaces must have the exact amount of roughness to achieve stable, reproducible, and process-reliable bonds of selected adhesives. It is precisely in this area that cleanLASER technology has made quantum leaps in quality. The laser can also be used in marking glass and removing coatings, to generate transmission points on windshields for GPS transmitters and radio reception.
Lasers Clean “Gently” and Quietly
Coatings should be completely or partially removed from other parts. In the past, aggressive chemicals such as acids or alkalis were used, and handling of these hazardous substances required elaborate safety precautions, and the issue of proper disposal. Alternative methods such as particle blasting are associated with noise and dust generation. Conventional cleaning methods often attack the base material in addition to the undesirable coating. For many applications, laser cleaning is an attractive alternative: Precision, automation, and reproducible results guarantee the desired quality. There are also the environmental aspects to consider: Energy consumption of fewer kilowatt hours and cleaning media not required in making the laser process the most sustainable cleaning technology on the market.
The Cleaning Process: Layers as Thin as Possible
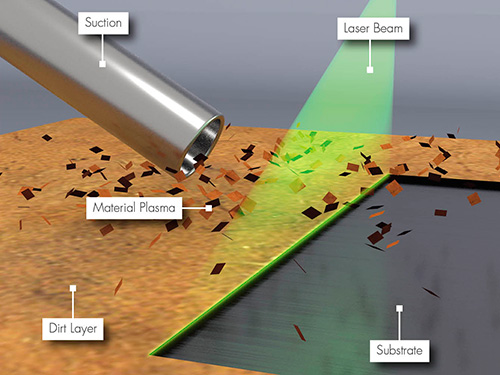
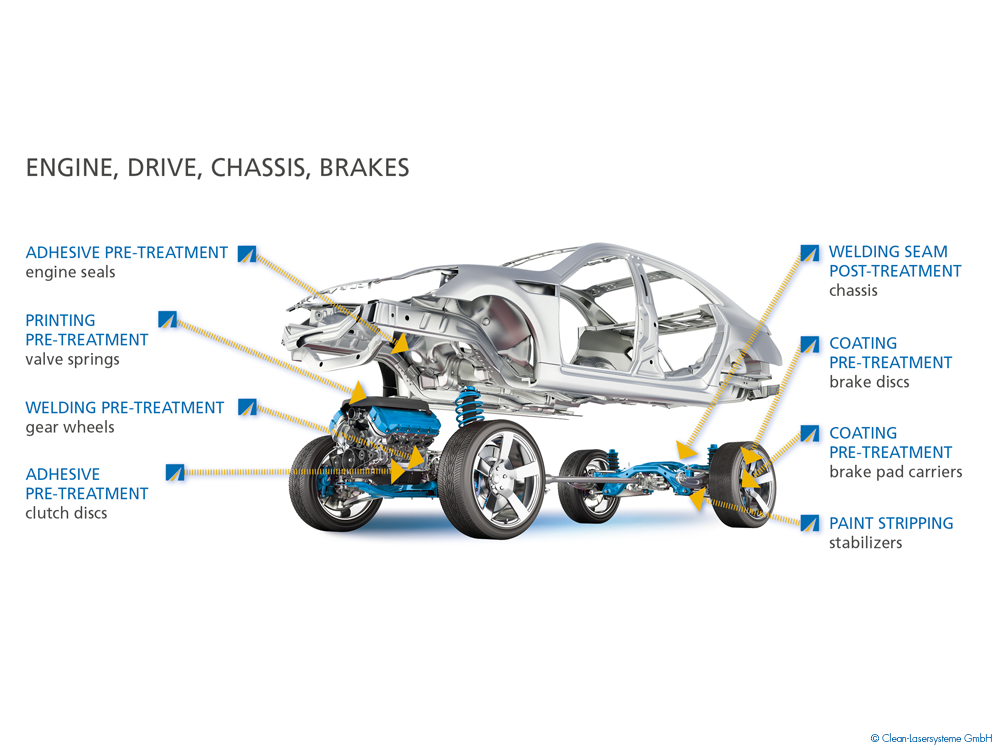
The cleaning process is based on the principle of laser ablation. This is achieved by strongly heating the material by a short laser pulse. Since heat conduction is a slow process, the thermal movement of the atoms remains concentrated at the focal point of the laser, leading to higher temperatures. As a result, the heated material layer is vaporized and extracted. If the laser beam reaches the basic substance (which is metal in industrial cleaning), it is reflected by the surface and remains undamaged. It is crucial that the wavelength, pulse duration, and shape of the laser beam precisely match the base material and the layer to be removed. A “sledgehammer method” equally successful in all applications, does not apply. In automobile production, laser cleaning has significant advantages in several different areas. These include the adhesive pretreatment of engine seals, structural parts, control units, and the welding and soldering pretreatment of gear wheels, aluminum bodies, and airbags. Paint must be removed from stabilizers and contact points for the ground wires on the body of the car. In other areas, Electromobility is added, especially in the manufacture and assembly of batteries.
Uniform Power Distribution
While most laser applications use a laser beam with a Gaussian intensity distribution, laser cleaning requires the homogeneous illumination of a comparatively large area under one millimeter. The laser power is distributed evenly across the material. A top hat profile is used. The beam coming out of the optics bundled like a top hat, and hits the material with a clearly defined edge, is optimal. This shape can be achieved with diffractive optical elements (DOEs), including glass carriers into which complex microstructures are etched. Targeted phase modulation in these microstructures generates the greatest intensity profile by interference in the working plane of the laser.
Laser Components Fiber Optics:
Our ready-to-use fiber assemblies are produced in house and available for quick delivery. We provide cables for use in data transmission, medical technology, and high-power transmission as well as fiber bundles for use in illumination or cold light sources. One particular highlight are our fibers with optical coatings. AR coatings are available for many different wavelength ranges.